第一步(bù):下料 下料工序是(shì)鍋爐製造的前置工序(xù),更是保證鍋爐製造質量的關鍵工序,在這個工序當中(zhōng),不但要保證下料尺寸的準確性,也要保證下料材質的(de)正確性.提供給下料工序的材料必須是按照國(guó)家和企業有關規定進行驗收合格的材料,在下料前,還應對材料進行(háng)取樣標識移植和理化性能(néng)試驗。標記由檢驗號和色(sè)標組成,本工序可對所有板材的使用進行跟蹤。 |  |
|
|

| 第二步:數控切割
我公(gōng)司主(zhǔ)要采用進口(kǒu)數控火(huǒ)焰(等離子)切割機,可對板進行100%全自動數控切割下料。主要優點有: 1、計算機自(zì)動編(biān)程,可切割任意幾何形狀的板材 2、切(qiē)割速度快 3、工(gōng)作效率高 4、零件尺寸(cùn)精(jīng)度高 5、板(bǎn)材處用率高。 |
|
|
第三步:坡口(kǒu)加工
坡口加工由銑邊機來完成,其主(zhǔ)要特點(diǎn): 1、該設備最大加工長充12米。 2、可對板材進行0-45度加(jiā)工,能保證各種(zhǒng)形式焊接坡口的需(xū)要。 3、加工質量能達到直線度(dù)誤差小於0。3mm/m,總長充直線度誤差小於1.5mm,表麵(miàn)光潔度達Ra6.3。 | 
|
|
|

| 第(dì)四步:卷圓(yuán)
卷圓工序是鍋爐(lú)外型基本成型的(de)一(yī)道基礎工序(xù)。該工序主要使用三繪萬能卷板機業完成。主要優點(diǎn)有: 1、最大可加工板厚30mm,最(zuì)大板寬為2500mm,最大(dà)直徑2600mm的筒體(tǐ)卷製。 2、加工範圍大,可同時加工錐形筒體; 3、自動編程(chéng),工(gōng)作效率高。 4、鋼(gāng)板不需(xū)要預彎,需且預(yù)彎質量和成型的一致性較高,能夠很好的保證後期組對裝配(pèi)。 |
|
|
第五步:割邊
割(gē)邊:割邊工序主要是針對外協的管板、錐形爐膽直段進(jìn)行割邊、割坡口及削薄的一(yī)道加工工序。最大工(gōng)作(zuò)直徑為1400mm,可保證板邊端(duān)麵(miàn)平整、坡口尺寸準確及受壓件組焊的要求。 | 
|
|
|

| 第六步:鑽擴孔
鑽擴(kuò)孔:我公司在加工各管(guǎn)板管孔時,先(xiān)使用用(yòng)數控切割機割孔(kǒng),然後再使用搖臂鑽床擴孔的方法,來提(tí)高管孔的質量。此方法(fǎ)的好處有: 1、不需要人(rén)工劃線,效率提高3倍(bèi)。 2、加工(gōng)變形量(liàng)小,應力低; 3、切割(gē)位置和(hé)尺寸精度高。 |
|
|
第七步:組對
組對:組對工(gōng)序主要是將其本體所飲食的零件組合成一個完整的(de)部件。爐膽組件飲食前後(hòu)錐膽、波膽和回燃室膽,爐膽是鍋(guō)爐中最重要的部件,其在結構設計上,燃油氣立式鍋爐采用平爐膽,臥式(shì)鍋爐采用波形爐膽不(bú)僅可以解決鍋爐本身的熱膨脹問題,而(ér)且還可(kě)以提高傳熱率,有效地減小了鍋爐體積。 | 
|
|
|

| 第八步(bù):焊接
焊接:我(wǒ)公司采用埋弧自動焊(hàn)、氬弧焊和二氧化碳(tàn)氣體(tǐ)保護焊(hàn)對受壓件(jiàn)和非受壓件之間所形成的環縫、縱(zòng)縫(féng)和角(jiǎo)焊縫進行(háng)試焊。埋弧自動焊其主要特(tè)點: 1、焊接速度快,生產效率高; 2、焊縫質量好(hǎo),成型美觀; 3、焊接質量穩定; 4、節約焊接材料和電能。 |
|
|
第九步:無損探傷
無損探傷:焊縫試焊質量的好壞(huài),將直接影(yǐng)響到鍋爐運行(háng)的安全問題。為(wéi)此我公司專門設置了(le)焊縫定向、周向X射線無損探傷檢測工(gōng)序,該設備可靠性、安全性高(gāo),確何焊接質量檢測和評定的正確性。 | 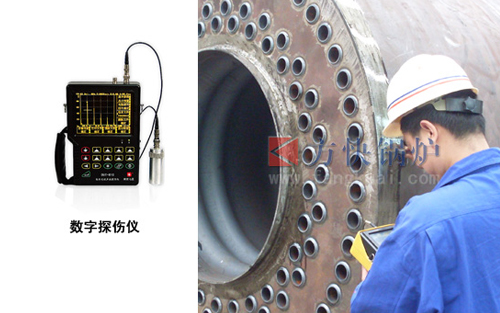
|
|
|

| 第十步(bù):力學性能試驗(yàn)
力(lì)學性能試驗:本工序主要是對原材料和產品焊接試件分(fèn)別進行(háng)材料複驗和力學性能試驗(yàn)的一道重(chóng)要(yào)工序,可對板材進行拉(lā)伸、彎曲等(děng)試驗,保證材(cái)料的(de)焊接性能及產品所使(shǐ)用材料(liào)的材質都達到國家標準規定。 |
|
|
第十(shí)一(yī)步:水壓實驗
水壓試(shì)驗:水壓(yā)試驗是檢測受壓元件強度和密封性(xìng)的一道(dào)重(chóng)工序,也是全麵檢測鍋爐運行安全性的(de)關鍵步驟。本工序必須接受質量技術監督局鍋檢(jiǎn)所的停點檢測,我公司水壓試驗一次合格率100%,保證用戶使用(yòng)国产亚洲欧美精品久久久鍋爐絕對安全。 | 
|
|
|

| 第十二步(bù):煙箱製作與安裝
煙箱製作與安裝:煙箱(xiāng)是臥式鍋爐的一個重要部件,選用的保溫和耐火材料性能(néng)高,采用雙層加(jiā)鋁箔保溫(wēn),大大增強保溫效果,前後煙箱采購獨特(tè)的雙密封(fēng)結構,解決(jué)了臥式內燃鍋爐長期運行(háng)普遍出現的煙(yān)箱漏煙問(wèn)題,減少煙氣泄露造成的熱損(sǔn)失;同時采用雙開門結構(gòu),性能可靠、密封(fēng)性好,可以很好的保(bǎo)證鍋爐的(de)安全、可靠運(yùn)行。 |
|
|
第十三步:包裝工序
包裝工序是將保溫材料鋪設到鍋殼上,並外包進口彩(cǎi)板的一道工序(xù)。国产亚洲欧美精品久久久鍋爐精心設計的保溫(wēn)結構采用雙層玻(bō)璃絲棉,使保溫性能大提高,使鍋爐爐外(wài)壁溫度遠低於國家設計標準。從而有效降(jiàng)低(dī)鍋爐散熱損失(shī),保證鍋爐肯有較高的熱效(xiào)率。 | 
|
|
|

| 第十四步:管(guǎn)路、電氣安裝
管路、電氣安裝是鍋爐整體成形的一道工序。我公司在電氣(qì)控製方麵率(lǜ)先將可(kě)編程控製器和(hé)觸摸屏相結全,應用到鍋爐(lú)的(de)運行控製當中,能夠(gòu)實現鍋爐全自動控製、聯網(wǎng)群控、計算機(jī)群控和遠(yuǎn)程控製等(děng)多種現代化控製功能。一流(liú)的硬件和(hé)實用(yòng)安(ān)全的軟件技術,確保了生產全自動和(hé)高質量運行。 |
|
|
第(dì)十五步:熱工測試
熱工(gōng)測試:熱工測試工序是完成產品出廠前進行一次模擬性能測試。本工序也是我公司在檢驗產品最終性能質量的一道最重要的工序,屬(shǔ)国产亚洲欧美精品久久久獨有。該(gāi)工序可保證每一鍋爐的運行參數符合設(shè)計需求,使用鍋(guō)爐更具有安全性和可靠性,並給以後鍋爐改進提供可靠的參數數(shù)據。 | 
|
|
|

| 第十六步(bù):外包裝
外包裝:以上工序全部(bù)全格,方可對鍋(guō)爐實施外包裝,外包裝工序包括塑(sù)料饈和包裝,保證鍋爐在運輸過程中的安全性和外觀質(zhì)量。 |

 国产亚洲欧美精品久久久燃氣蒸(zhēng)汽(qì)鍋爐
国产亚洲欧美精品久久久燃氣蒸(zhēng)汽(qì)鍋爐 国产亚洲欧美精品久久久燃氣熱水鍋爐
国产亚洲欧美精品久久久燃氣熱水鍋爐 中鐵六局濱洲鐵路燃氣熱水鍋爐案例
中鐵六局濱洲鐵路燃氣熱水鍋爐案例 旭飛光(guāng)電生產加工燃油氣蒸汽鍋爐案(àn)例(lì)
旭飛光(guāng)電生產加工燃油氣蒸汽鍋爐案(àn)例(lì) 售後服務
售後服務 方(fāng)快雲服務4.0技術
方(fāng)快雲服務4.0技術 更懂瓦線,更多駐足!
更懂瓦線,更多駐足! 夜幕下飛濺的(de)火花
夜幕下飛濺的(de)火花 国产亚洲欧美精品久久久簡介
国产亚洲欧美精品久久久簡介 国产亚洲欧美精品久久久發展曆程
国产亚洲欧美精品久久久發展曆程 聯係国产亚洲欧美精品久久久
聯係国产亚洲欧美精品久久久 加入国产亚洲欧美精品久久久
加入国产亚洲欧美精品久久久

